





Preventing "Bridging" in Bottom Ash Bins: The Secret to Smooth Material Flow
 In a Waste-to-Energy (WtE) metal recovery plant, the most sophisticated sorting equipment in the world is useless if the material cannot physically reach it. For plant operators, nothing is more frustrating—or costly—than a production line grinding to a halt because wet Incineration Bottom Ash (IBA) has clogged inside the storage hopper.
In a Waste-to-Energy (WtE) metal recovery plant, the most sophisticated sorting equipment in the world is useless if the material cannot physically reach it. For plant operators, nothing is more frustrating—or costly—than a production line grinding to a halt because wet Incineration Bottom Ash (IBA) has clogged inside the storage hopper.
IBA is the ultimate "worst-case scenario" for bulk material handling. It is heavy, highly abrasive, laden with interlocking wires, and when wet, it transforms into a cohesive, clay-like sludge. When this material is deposited into a poorly designed hopper, it inevitably leads to flow failures like bridging (arching) and ratholing. These blockages starve downstream equipment, causing massive drops in metal recovery rates and forcing personnel into dangerous, manual clean-out procedures.
In this comprehensive operational guide, we will dive into the bulk solids mechanics of IBA flow failures. We will explore how proper Buffer Bin design, strategic wall liners, active flow promoters, and precision extraction feeders can eliminate clogs and ensure a continuous, profitable flow of material through your sorting plant.
1. The Mechanics of IBA Flow Failures
Before we can solve the problem, we must understand the physics of why bulk solids fail to flow. In bottom ash processing, flow interruptions typically manifest in two distinct ways:
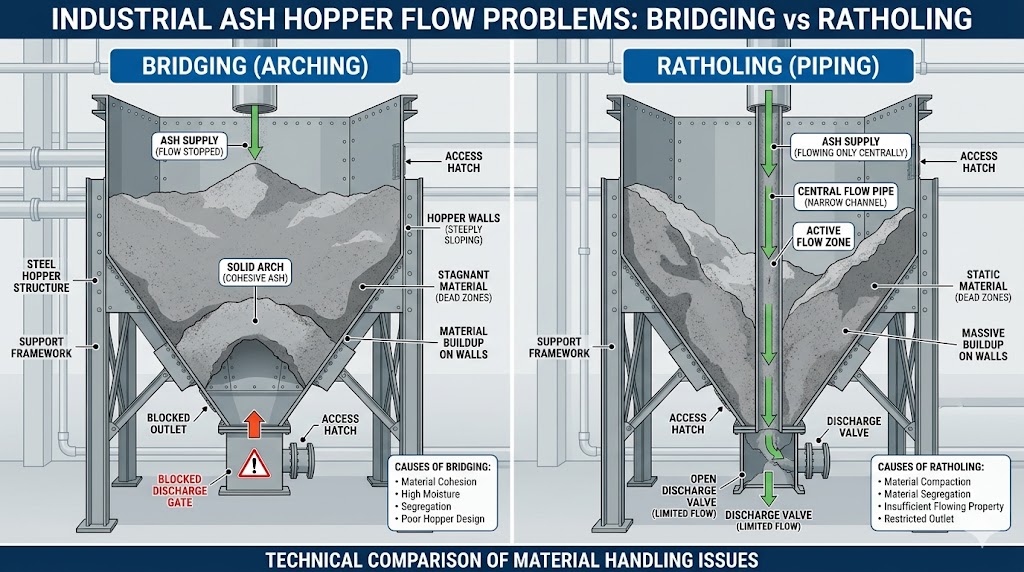
Bridging (or Arching)
Bridging occurs when particles interlock to form a stable arch across the discharge opening of a bin. The material above the arch is supported by it, bringing the discharge to a complete halt. In IBA, bridging is caused by two factors:
1. Mechanical Interlocking: Large, irregularly shaped clinkers or long, unburned steel wires physically tangle together to form a structural bridge.
2. Cohesive Arching: Fine, wet ash develops strong cohesive bonds (surface tension and chemical cementation) that allow it to support its own weight across the hopper opening.
Ratholing (or Piping)
Ratholing occurs when material flows only in a vertical channel directly above the discharge opening. The material surrounding this active channel remains stagnant (dead zones). Eventually, the central pipe empties out, and flow ceases, even though the bin may still be 80% full. Ratholing severely restricts the live capacity of the bin and causes the stagnant ash to harden over time.
2. Prevention at the Source: IBA Buffer Bin Design
The vast majority of flow problems are caused by standard, off-the-shelf hoppers that were designed for dry sand or grain, not wet incinerator ash. A specialized IBA Buffer Bin must be engineered for Mass Flow rather than Funnel Flow.
- ✖Funnel Flow (The Problem): The hopper walls are not steep or smooth enough. Material flows only down the center, creating massive dead zones along the walls. This guarantees ratholing and hardening of wet IBA.
- ✔Mass Flow (The Solution): The hopper walls are sufficiently steep and low-friction, ensuring that all material is in motion whenever any material is withdrawn. This "first-in, first-out" pattern eliminates dead zones and breaks cohesive bonds.
Critical Design Parameters
| Design Factor | Standard Aggregate Bin | Specialized IBA Buffer Bin |
|---|---|---|
| Wall Angle (Cone/Wedge) | 45° to 55° | 65° to 75° (Asymmetrical wedge is best) |
| Internal Liner Material | Bare Carbon Steel | UHMWPE (Ultra-High Molecular Weight Polyethylene) or Polished Stainless Steel |
| Discharge Opening Shape | Round or Square | Elongated Rectangle (Slotted) |
| Discharge Dimension | Small (e.g., 300mm) | Calculated based on cohesive strength (often > 600mm width) |
3. Active Flow Promoters: When Gravity Isn't Enough

Even with a perfectly designed mass-flow hopper, heavily saturated or long-standing IBA can occasionally form bridges. To guarantee uninterrupted production, active flow promotion devices must be integrated into the bin structure.
Air Cannons (Air Blasters)
Air cannons inject a sudden, high-pressure burst of compressed air directly into the material near the discharge opening. This sudden shockwave breaks the cohesive bonds of the arch without causing structural damage to the bin. They are incredibly effective against cohesive bridging in wet fines.
Pneumatic / Electric Wall Vibrators
Mounted on the external walls of the hopper, these devices transmit high-frequency vibrations through the steel to reduce wall friction. Warning: Vibrators must only be turned on when the discharge feeder is running. If a vibrator runs while the discharge is closed, it will pack wet ash into a solid, unmovable brick.
Bin Activators (Vibrating Dischargers)
A bin activator replaces the bottom section of the static hopper. It uses a gyratory motor to impart powerful horizontal vibrations to the material, while an internal baffle cone forces the ash out toward the walls and down through an annular gap. This is the ultimate solution for preventing ratholing in highly cohesive sludge.
4. Extraction: The Crucial Role of the Feeder
A hopper and a feeder must be designed as a single, integrated system. If you have a perfectly designed elongated slotted hopper opening, but you pair it with a poorly designed feeder that only draws material from the very back, the rest of the hopper will stagnate and rathole.
Furthermore, the way material is presented to downstream equipment dictates your plant's profitability. For example, if slag surges out of the bin in thick clumps, the Overband Magnets cannot reach the bottom layer, and valuable metals will be lost.
| Feeder Type | How it Works | IBA Suitability |
|---|---|---|
| Belt Feeder | A heavy rubber belt pulls material from the bin. | Fair. Good for dry, fine ash. Sharp glass and rebar can tear the belt. Requires tapered skirts to draw evenly. |
| Apron Feeder | Overlapping steel plates on heavy chains. | Excellent for raw, uncrushed primary IBA. Extremely rugged and impact-resistant. |
| Electromagnetic Vibrating Feeder | Uses magnetic resonance to "throw" material forward. | The Gold Standard for processed IBA. Provides precise, stepless control. Creates a perfect "monolayer" for downstream Eddy Currents. |
5. Upstream Management: The Importance of Pre-Screening
The best way to prevent hopper blockages is to ensure that un-handleable materials never enter the bin in the first place. Raw IBA direct from the incinerator often contains massive "tramp" objects—engine blocks, twisted bedsprings, and long rebar tangles.
If these items drop into a standard funnel flow hopper, they will immediately form an unbreakable structural bridge. To prevent this, the material must be processed by a heavy-duty Trommel Screen and an IBA Special Crusher before entering secondary buffer bins. Pre-sizing the material guarantees that the flow mechanics match the engineering calculations of the hopper design.
Stop Losing Revenue to Plant Downtime
Is your metal recovery line constantly starving for material? Don't let poorly designed storage bins sabotage your profitability. IbaSorting designs custom mass-flow buffer bins and electromagnetic feeding systems engineered specifically for the extreme conditions of wet bottom ash.
Learn more About IbaSorting and our commitment to operational excellence.
Frequently Asked Questions (FAQ)
Can I just hit the side of the hopper with a sledgehammer to clear a clog?
This practice, often called "hammer rash," is highly discouraged. While it may temporarily break a bridge, hitting the steel creates dents and dimples on the internal walls. These dents act as friction points where wet ash will accumulate, permanently worsening the bridging and ratholing problem in the future. Always use integrated air cannons or engineered vibrators instead.
Why is UHMWPE recommended as a bin liner for IBA?
UHMWPE (Ultra-High Molecular Weight Polyethylene) has an extremely low coefficient of friction and is highly resistant to abrasion. For wet, cohesive incinerator ash, lining the steep walls of the hopper with UHMWPE prevents the ash from adhering to the steel, promoting smooth mass flow and drastically reducing the chances of ratholing.